以下是:无缝钢管包你满意的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产品名称 无缝钢管 规格 齐全 产地 聊城,天津,无锡,上海 材质 齐全 长度 8-12米 计重方式 吨 是否能加工定制 能 无缝钢管包你满意,开安管业有限公司为您提供无缝钢管包你满意,联系人:夏志明,电话:13562007212、13562007212,QQ:810507637,请联系开安管业有限公司,发货地:东昌府区凤凰工业园百亿钢管物流园A区28号发货到江苏省 连云港市 灌云县、连云区、新浦区、海州区、赣榆区、东海县、灌南县。 江苏省,连云港市,灌云县 灌云南带灌河,北枕云台山,“灌云”县名遂以灌河和云台山之首字命名。灌云县历史悠久,素有“东海福地、北方水乡”和“东赢胜境,少昊古国”之称。灌云县地旧为海州辖地,秦代定名朐县,民国元年(1912年)始分海州东境置灌云县,当时境域包括今灌云县、灌南县及连云港市云台区、连云区和盐城市响水县部分地区。灌云县是全国首批对外开放县,是中国旋耕机之都、院士之乡、中国名厨之乡。商朝伊尹,楚汉名将钟离昧、司马龙苴,清代武状元卞赓,近代水利专家武同举等,或生于灌云,或驻足灌云。近代以来,有6位“两院”院士来自灌云。
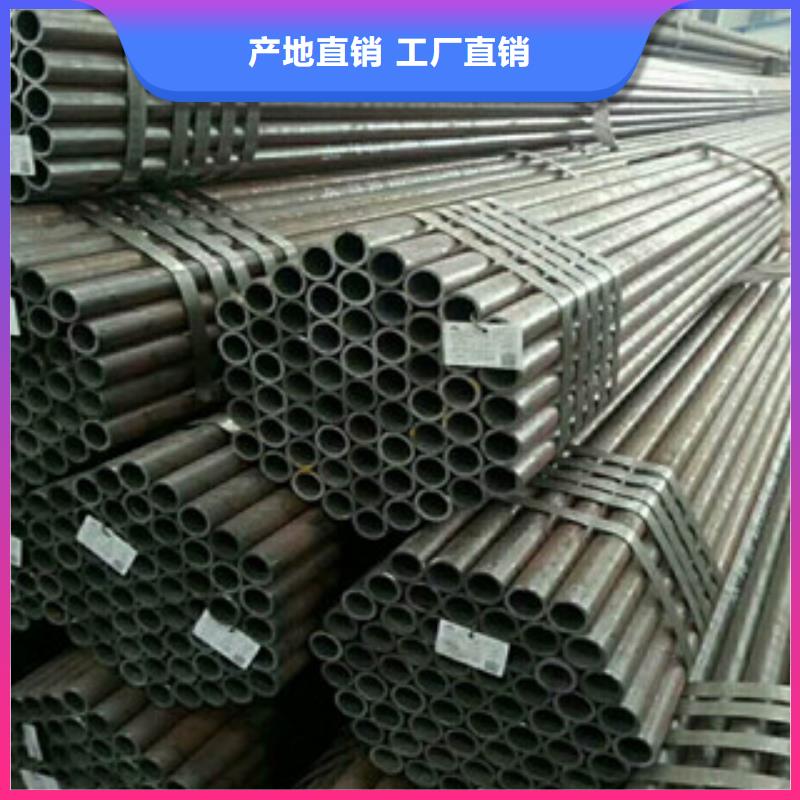
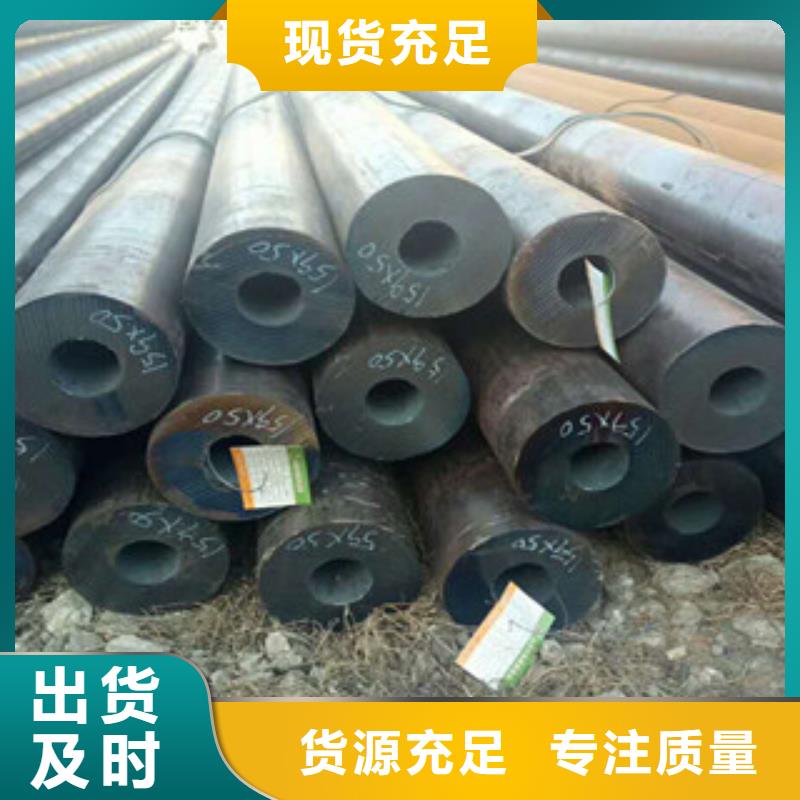
无缝钢管包你满意的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。以下是:无缝钢管包你满意的图文介绍
无缝钢管的使用非常广泛,在生活中给予了人们很大的帮助,下面无锡无缝钢管厂家给大家分享无缝钢管的除锈方法有什么?1、清洗:利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、酸洗:一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理,化学清洗虽然能使表面达到清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
3、喷射除锈:喷射除锈是通过大功率电机带动喷射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对无缝钢管表面进行喷射处理,不仅可以处理铁锈、氧化物和污物,而且无缝钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
4、工具除锈:主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。冷拔无缝无缝钢管手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
无缝钢管工艺性能检验标准介绍
无缝管工艺性能检验可以通过液(水)压试验、压扁试验、弯曲试验、扩口试验四个方面进行检验,用以检验钢管在随后加工制造工艺过程中自身质量的适用能力。常用的工艺性能检测有水压、压扁、弯曲、扩口试验等。
(1)、液(水)压试验:被试钢管内灌入一定压力的水,保持压力一定时间(试验压力值与稳压时间按标准现定),无渗漏现象。该试验为无损检验,常用于品全数检查。
(2)、压扁试验:把钢管试样置于二平板夹具之间,在夹具间施力致间距达到标准规定数值,检查试样变形区无裂缝、裂口等缺陷。
(3)、 弯曲试验:把钢管试样置于弯曲试验机上,按标准规定的弯芯半径,弯曲到标准要求的角度后,弯曲位置表面无裂纹或裂口等缺陷。(4)、扩口试验将钢管试样置于工作台面上,开口向上,将按标准规定锥度选用的顶心压入钢管中,直至试验外径扩口率达到标准规定后,试样表面无裂纹或裂口等缺陷。
无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻的钢脚手架等。
连云港灌云开安管业有限公司主要产品: 球墨铸铁管,供货及时、服务到位的优势,是广大用户的长期合作伙伴。
追求卓精
卓精不是一个标准,而是一种境界
矢志创新
敢于创新,创造可持续的价值。
绿色责任
善用其效,尽享其能
分享成果
乐人之乐,人亦乐其乐
三、冷挤压技术的发展
冷挤压技术发展的初期是非常缓慢的,长期以来只对几种软金属(铅和锡)进行挤压。直到19纪末20世纪初,才开始挤压较硬的有色金属(锌、铝、紫铜、黄铜等)至于钢的挤压,由于冷挤压时需要很大的压力,在当时不能解决挤压钢用的模具材料、合适的润滑剂与大吨位的压力机等问题,长时间一直认为挤压钢是十分困难甚至是不可能的。
1906年,英国人科斯利特(T.W.coslett)发现用磷酸盐处理钢件制品是一种较理想的防锈方法,但工序繁多,而经济效益又差,故未被广泛采用。不过,这种防锈法的出现却极大地激发了人们去研究更简单而有效的新方法的积极性。到后来,用自动连续装置对钢毛坯进行磷酸锌防锈处理只需要两分钟。经磷酸锌处理过的毛坯表面附有脂肪润滑剂或钠皂薄膜,且这层薄膜不易脱落,挤压这种毛坯时,压力较小。这个发现使人们找到了一种理想的钢毛坯表面处理法一磷化皂化法。
磷化皂化处理钢毛坯表面方法的出现使钢的挤压成为可能。1934年,德国人采用磷化皂化法成功地冷挤出钢管。二次世界大战期间,德国人需要大量弹壳,当时黄铜又供应不足,于是德国人秘密试验用冷挤压生产钢弹壳、后来,采用合金工具钢作模具材料,用冷挤压成功地挤出大批量钢弹壳类零件。
第二次世界大战以后,美国人窃取了德国人关于钢的冷挤压的全部资料,开始在美国用冷挤压秘密生产军火,开办了很多生产钢弹壳和弹体的军工厂。
钢的冷挤压于1947年才正式用于民用工业。
美国于1949年发表了各种钢材冷挤压后机械性能的实验数据。德国于1950年、1953年先后公布了钢的冷挤压的基本技术数据及冷挤压力和挤压功的实验结果。
1957年,日本引进了专用冷挤压机,开始在精密仪器和仪表中采用冷挤压技术。日本见这种新技术经济效益显著,很快把这种技术用于制造汽车和电气制件。现已成为遍及各个工业部门的重要加工手段。
在我国,建国前的冷挤压加工是十分落后的,当时,仅有少数工厂用铅、锡等有色金属挤压牙膏管或线材、管材一类产品。
建国后,冷挤压技术得到了发展。50十年代开始了铝、铜及其合金的冷挤压;60年代黑色金属冷挤压已应用于生产。十年浩劫,极大地影响了冷挤压技术的发展。1978年以后,在“独立自主,自力更生”的伟大方针指引下,冷挤压技术得到了迅速发展。近几年来,随着改革开放政策的进展,随着工业生产及科学技术的蓬勃发展,冷挤压技术也得到了迅猛发展。
70年代末,国内不少高等学校、研究所和工厂开展了冷挤压技术的实验研究,发表了大量的有价值的论文,初步形成了一支研究和应用冷挤压技术的队伍。
目前,我国已能对铅、锡,铝、铜、锌及其合金、低碳钢、中碳钢、工具钢、低合金钢与不锈钢等金属进行冷挤压,甚至对轴承钢、高碳高铝合金工具钢、高速钢等也可以进行一定变形量的冷挤压。制造的冷挤压件是各种各样的,重可达30公斤,轻只有1克。在模具材料使用方面,除了用高速钢、轴承钢、高碳高铬合金工具钢外,还采用了不少新型模具钢如CG2、65Nb、LD等。在挤压工艺参数选择和模具结构设计方面,初步采用了优化设计及计算机辅助设计与制造(即CAD/CAM),使模具结构更合理、挤压工艺参数更接近于实际。在挤压设备方面,我国已具备设计和制造各级吨位挤压压力机的能力。除采用通用机械压力机、液压机、冷挤压力机外,还成功地采用摩擦压力机与高速高能设备进行冷挤压生产。
科学的发展,对冷挤压技术产生了重大影响,具体地说就是计算机在工艺分析、模具设计、制造及工艺过程控制中的应用对冷挤压技术产生的影响。我国将进一步发展应用这门新技术。发展冷挤压技术主要应从以下几方面着手:
1.扩大冷挤压技术的应用范围,在一定范围内,逐步代替铸、锻、拉深及切削加工;
2.提高冷挤压制件的精度和表面质量,生产出几何形状更复杂的制件;
3.扩大冷挤压用的原材料种类,研究更理想的表面处理与润滑方法;
4.进一步使用CAD/CAM和优化设计,提高和加快模具设计与制造,研制出更合理的模具结构;
5.寻找更适合于冷挤压用的模具材料及其热处理方法,以延长模具的使用寿命;
6.进一步发展温热挤压、等温挤压、静液挤压及高速挤压等新工艺技术的研究和应用;
7.研制适合于冷挤压的多功能的冷挤压机,使毛坯和制件能自动地进料与出件,以便进一步提高生产率
无缝钢管包你满意,开安管业有限公司为您提供无缝钢管包你满意产品案例,联系人:夏志明,电话:13562007212、13562007212,QQ:810507637,发货地:东昌府区凤凰工业园百亿钢管物流园A区28号。